
千代田の技術

表面処理
素材に表面処理を施すことによって機能をもたせることができます。
セラミックコート・シリコンコートの非粘着機能は様々な形状や配合のお菓子を型から離れやすくする事を助けるとともに焦げ付きを防ぐ事が出来ます。
※セラミックコート・シリコンコート共に非粘着効果が落ちてきたときには再加工を施し、リフレッシュできます。
※表面処理の離型効果は万能ではなく配合によっては離型しない場合もあります。
| 表面処理 |  未処理 |  シリコンコート |  セラミックコート |
| 基本性能 | 基材の性能に準ずる | 耐熱220℃ 膜厚5〜10μ 非粘着性 | 耐熱230℃ 膜厚25〜30μ 非粘着性・耐蝕・耐熱・遠赤 |
| 加工工程 | 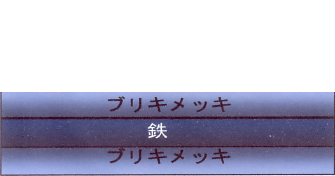 | 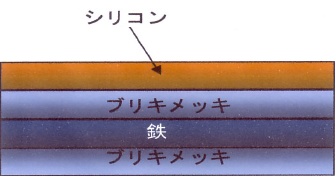 | 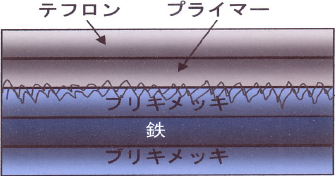 |
 | 脱脂・空焼・吹付け・焼き付け硬化 | 脱脂・空焼・ブラスト・プライマー・吹付け・焼き付け硬化 | |
| 空焼き | さび止め用の油を焼失させるため、常温で窯へ入れ150℃位まで徐々に熱を加え15分程空焼します | 不 要 | 不 要 |
| 焼きこみ | 離型油のりを良くするために220℃位で15分程油焼きを繰り返します | 基本的には不要 必要があれば未処理天板同様におこなう。シリコンの耐熱温度を超えると効果が悪くなります | 不 要 |
| 油塗布 | 油垂れのない離型油または固形の油を天板の冷えている時に塗布します 使い始めはやや多めに油を使用し酸化皮膜を作ります |
||
| 窯入れ 窯出し | 型もの焼成は下火をやや高めにしてしっかり焼くのがコツです 火傷に注意し、必ず手袋を着用してください |
||
| 型抜き | 暖かいうちに反転してください。金属ヘラは使用しないでください | ||
| 洗浄 | 油布でカラ拭き 洗浄は不可です | 油布でカラ拭きまたは洗浄(但し、直ちに乾燥が必要です) | |
| 再加工 |  | 薬剤洗浄(油脂分、炭化物、廃シリコン膜・廃テフロン膜の除去)ー空焼きー再塗布ー焼付けします 再加工は基材を傷めるため、耐久性(新品の70%程度まで)が悪くなります。そのため3回が限度と考えます | |
※鉄は樹脂ではないので耐熱温度はありません。但し溶け始めるのは1500℃位、強度や体積が変わる変態点は700℃位、ブリキ(スズめっき)のスズの溶解点は約230℃です。

納品形態
プレスタイプ
固定窯や手で扱うときに便利なタイプです。菓子を焼く部分に直接熱が入ります。強度がデリケートです。

※見本は表面加工が未処理です。
ボックスタイプ
運行窯など大量に扱うときに便利なタイプです。ボックスの板厚がプレスタイプの50%アップで強度耐久性が優れています。

※見本はシリコンコーティングがしてあります。
オートメーションタイプ
デポジッター、デパンナー、洗浄機などに対応させることのできる、ヘビーデューティー仕様です。ラインに合わせ形状は変化します。

※見本はセラミックコーティングがしてあります。

材質
■SPT ブリキメッキ鋼板
焼き専用。シリコンコートに最適です。防錆・比熱がよくコストパフォーマンスに優れています。
■SUS ステンレス スティール
焼き・蒸し・冷凍などすべての用途に適合します。錆をきらう場所での使用はこれ以外にありません。
■SPC 鉄・磨き鋼板(冷間圧延鋼板)
焼き専用の材料板です。焼きこむ事により酸化皮膜が形成され熱伝導がよくなり特性を発揮します。
■At アルタイト(アルミメッキ鋼板)
錆びにくいアルミと丈夫な鉄の長所を併せもちます。表面がアルミの白鉄色で熱反射し焼色が付きにくい。
■SUS ステンレス スティール
焼き・蒸し・冷凍などすべての用途に適合します。錆をきらう場所での使用はこれ以外にありません。
■SPH 黒皮(熱間圧延鋼板)
油のりが良く、比熱・熱伝導が優れています。薄板は市場に流通がなく、焼き専用の厚板です。
| 錆(酸化) | セラミックコート | シリコンコート | その他 | |
| ブリキメッキ鋼板 SPT-HD SPT-ET | △ 錆びにくい | ◎ 適している | ◎ 適している | *熱伝道・比熱・コスト共に適している *板の薄いものしかない |
| ステンレススティール SUS | ◎ 錆びない | ◎ 適している | × 耐久性が無い | *熱伝導が良いので焦げ付くことがある *他に比べ高価 |
| 鉄(磨き鋼板) SPC-C | × 錆びる | △ 非塗装面が錆びる | × 錆びやすい | *安価 |
| アルタイト At | ○ 錆びにくい | ◎ 適している | × 耐久性が無い | *深い傷が付くと錆がでることがある |
| 黒皮 SPH | × 錆びる | △ 非塗装面が錆びる | × 錆びやすい | *厚板で重いが、油のり・蓄熱に優れている *平天板に最適 |

特許

パテント商品について
千代田金属工業では多くの商品に意匠権を取得しています。
パテント商品の無断使用にご注意ください。コピー製品は販売と使用を差し止めることができます。 マークをご確認ください。
マークをご確認ください。

注意事項
ご使用の注意事項
- 使用者及び管理者は使用前に製品に同梱してある取り扱い説明書を読み、使用法を充分理解してください。説明書の記載と異なった使用方法等を行った場合、事故に結びつく恐れがあります。
- 使用する時は必ず軍手などの手袋を着用してください。火傷、切傷などの危険があります。
- 保管するときはラックなどを使用し高く積み上げないでください。天板油などの利用により滑りやすく崩れやすくなっています。
- 異物の混入を防ぐために使用前使用後には洗浄及び乾燥を充分行ってください。
- 誤った取り扱い、故障、その他の不具合、または該当製品の使用によって受けられた損害については法令上の賠償責任が認められる場合を除き当社は責任を負いません。又、故障不具合による、お客様の製造物の損害等付随的保証は責任を負いませんので予めご了承ください。
- 表面処理の耐久性・離型性についてはその性質上から一切保証はいたしません。又、不具合によるお客様の製造物の損害等付随的保証は責任を負いませんので予めご了承ください。
- パテント商品の無断使用にご注意ください。コピー商品は販売・使用を差し止めることがあります。

ご使用上のコツ
ご使用上のコツ
- 温度変化と反りについて
材料の金属は熱により伸縮する特性があります。そのため急激な温度変化をあたえると反りやすくなります。天板の使い初めに徐々に熱を入れる事が反らないコツです。反ってしまった天板はプラスティックハンマーなどで叩いて直してください。 - 表面処理製品の扱いについて
空焼の必要はありません。誤った空焼で焦げ付くことがありますので注意してください。表面処理は製品の表面にセラミック(フッ素)・シリコン(ケイ素)の塗装を施したものです。塗面より硬い材質のものでこすると剥がれて性能が著しく低下しますので、金属ヘラの使用は厳禁です。又積み重ねにもご注意ください。塗面と型裏側がこすれて塗膜を傷つける場合があります。傷をつけない事が長持ちさせるコツです。 - 表面処理セラミック(フッ素)・シリコンコートについて
双方とも非粘着特性を利用した離型を主たる目的としています。データ上離型性能はほぼ同等です。お客様の使用する生地との相性により離型性能が変化します。つまり糖度の高いものや比重の軽いものほど離型が困難です。耐久性はセラミック(フッ素)が5倍程度長持ちすると言われていますので双方をお試しいただき相性の良い物をお選びください。 - 離型油について
型天板には冷めている時に粘度のある固めの油を塗ってお使いください。これが離型のコツです。型の側面に油がなじまないと離型しにくくなります。
表面処理(シリコンコート・セラミックコート)をしていない天板・MOLD の使用と反り取りについて
天板・MOLDに使用している基材(金属)は熱を与えることにより伸縮する特性があります。そのため急激な温度変化を与えると天板・MOLD は反りやすくなります。又、表面処理(シリコンコート・セラミックコートなど)未処理の天板・MOLD は非常に焦げ付きやすいものです。これを防ぐためには以下のことを事前に行ってください。
- 天板・MOLDに付着している酸化防止用の(さび止め)油をふき取ります。
- 残りの油分やゴミを焼却するため空焼きをおこないます。
- 油を塗り、焼き込みをおこないます。
この時天板材に急激な温度変化を与えないようにオーブンが冷めている状態(常温)で天板を入れ 150℃位まで徐々に温度を上げ 15〜20 分程度空焼き・焼き込みをします。この作業を数回繰り返すことにより天板に熱がなじみ反りにくくなります。永く使用している天板が反らなくなるのはそのためです。また、焼き込みにより天板油のなじみが良くなり離型を助けさびを防ぐこともできます。 いつまでもきれいにお使いいただくために、毎回使用後は天板の温かい内に少量の油で焼けカス等をふき取ってください。 天板は鉄の伸縮により反るものですから、反ってしまった天板はプラスティックハンマーや木槌で縮んだ所をたたき出す事により反りを防ぐことが出来ます。天板の空焼き・焼き込み・反り取りは何回も経験を積むことにより養われる勘と経験が必要なので上記を参考にしてご自分の温度・時間などを割り出してください。
表面処理(シリコンコート・セラミックコート)をしている MOLD の使用について
シリコン・セラミックコートなどの表面処理は、適切な使用方法によりその効果を発揮します。元来、糖分や卵黄の含有率の高い製品は離型が困難とされ、万能と思われているフッ素樹脂加工においても離型性は極端に落ちます。また生地も種類、原料、加工法、天候、従事者等により千差万別で、その全てに合わせてコーティングの性能を変化させることは不可能です。従ってシリコン・セラミックコートはある程度離型油の助けを得ることにより最も効果を発揮するといえます。CHIYODA の MOLD はフッ素樹脂加工(テフロン)の弱点を克服するために開発された CHIYODA オリジナル商品『セラミックコート』と安価な『シリコンコート』を採用しています。表面処理のされている製品の基本的な使用方法は下記の通りです。
- 新しい MOLD を使用する場合は最初に離型油を充分に塗り MOLD になじませます。空焼きの必要はありません。
- シリコン・セラミックコートの処理面は、なるべく傷を付けない様にしてください。積重ね時の擦れや硬いヘラの使用は気を付けて下さい。
- MOLD は使用する度に離型油又は固形油を充分に塗ってください。この際、粉を振っていただくと効果が増します。又 MOLD は冷却されたものを使用してください。(温められた MOLD は油が流れて効果激減)
- 釜から MOLD を出したら熱いうちに取り離型してください。(種のもどりと水気のため MOLD に付きます)
- 比重の軽いものは離型がしづらく、焼き上がりの表面が弱いために離型する際に衝撃を加えると MOLD に付くことがあります。
- MOLD は下火を効かせて焼くことがコツです。
セラミックコートとシリコンコート
セラミックコートとシリコンコートは性能である非粘着性を応用して離型補助の為の表面処理に使われています。よく質問がある性能の違いを表してみます。
- 離型性能について、データ上はほぼ同等です。とはいっても万能ではありません。作業者の扱い方や生地配合(一般的に卵や糖分が多い配合では離型しづらい)で左右されますので比較テストを行い決定してください。
- 耐久性について、セラミックコートがシリコンコートの5倍程度長持ちするというデータがあります。しかし、使用条件・使用方法・保管状況等により変化して一律とはいえません。耐久性を決定するのは皮膜の厚さと基材との接着によります。皮膜の厚さはセラミックコートが 30 ミクロン、シリコンコートが 6 ミクロンです。セラミックコートはトップコート(最上面)に至る前にグリッドブラスト・プライマーの下処理をすることにより基材との接着を良くしています。シリコンコートは基材脱脂・コーティング・焼付け硬化です。基材との接着をしていない為、数回で効果を失います。しかし離型油や天板油の使用により離型効果が期待できシリコン消失後も酸化皮膜形成により離型を助けることができます。ですから比較テストをおこなうか、コスト面を考慮して初めはシリコンコートをお使いになり、後にセラミックコートに再加工することも良いでしょう(セラミックからシリコンへの再加工は不可)